
Hotmelt Technologie
/
Klebstoffe / Dichtstoffe
balti hat praktisch für alle Hotmelt Kleb- und Dichtstoffe und die entsprechenden Anwendungen eine passende Lösung. Eine Übersicht über typische Hotmelt Typen und Gebinde sowie verwendete Kenngrössen und Terminologien finden Sie in diesem Abschnitt.
- Hotmelt Klebstoff nicht reaktiv
- Hotmelt Klebstoff reaktiv
- Hotmelt Dichtstoffe
- Andere Stoffe mit thermoplastischem Verhalten
- Hotmelt gefüllt mit abrasiven Füllstoffen
- 2K Hotmelt / Färben / Mischen / Schäumen
- Gebinde- / Klebstoff-Form
- Kenngrössen / Terminologie
balti hat praktisch für alle Hotmelt Kleb- und Dichtstoffe und die entsprechenden Anwendungen eine passende Lösung. Eine Übersicht über typische Hotmelt Typen und Gebinde sowie verwendete Kenngrössen und Terminologien finden Sie in diesem Abschnitt.
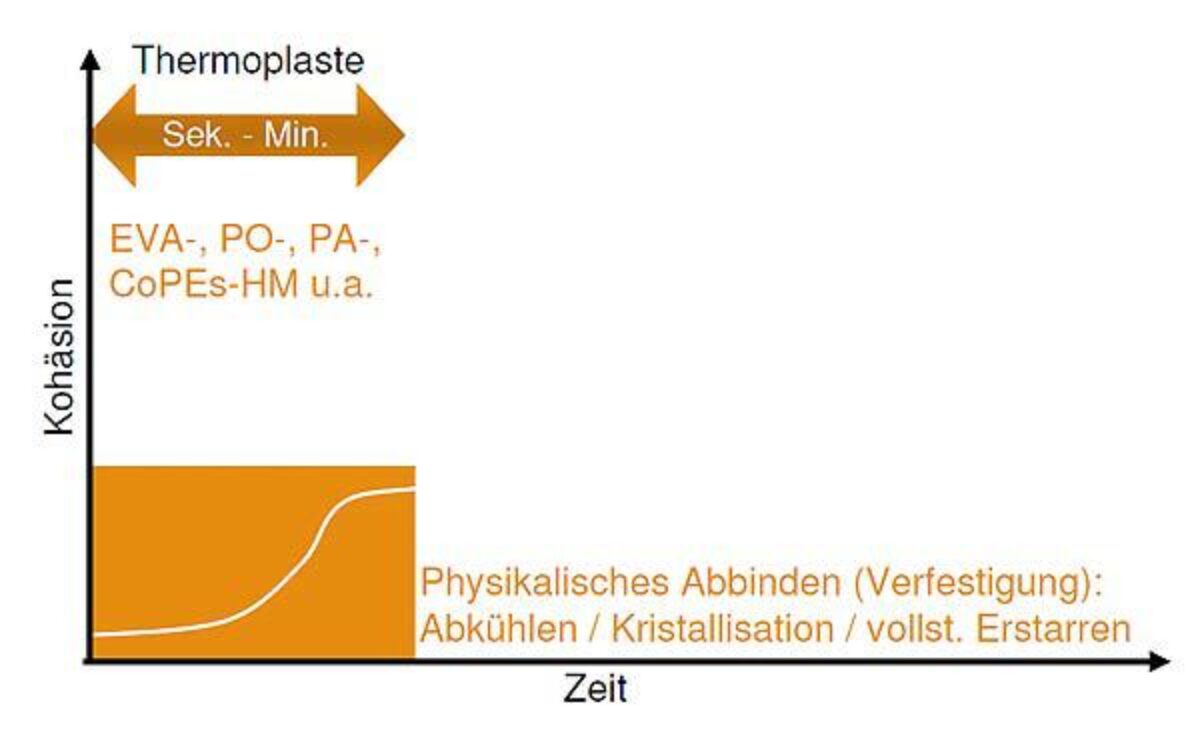
Nicht reaktiver Klebstoff oder auch einfach Hotmelt oder Standard Hotmelt genannt, bleibt immer ein Thermoplast, d.h. er kann mit Wärmezufuhr weich und fliessfähig gemacht werden. Andererseits, hat er bei Erstarrung praktisch seine Endfestigkeit erreicht. Da ein reiner Thermoplast, kann er theoretisch x-mal aufgeschmolzen und wieder erstarrt werden. Doch da auch ein Kunststoff, kann er durch längeren Wärmeeinfluss schaden nehmen oder ein hydroskopisches Verhalten haben. Letzteres bedeutet, dass bei zuviel Feuchteaufnahme vor dem Schmelzen, ein Problem bei der Verarbeitung entstehen kann. Auch tendieren gewisse Klebstoffe (z.B. Polyamide) im geschmolzenen Zustand zum ""Oxidieren"". Doch grundsätzlich sind nicht reaktive Hotmelt "gutmütig" und relativ einfach schmelz- und förderbar. Nicht reaktive Klebstoffe werden in Granulatform als Schüttgut, in "Kissen" oder als Block in der Kartonbox (Haftkleber) oder bei grossen Mengen meist in Kartonfässer (Einweg) geliefert.
►Extruder ►Fassschmelzanlage ►Tankschmelzgerät
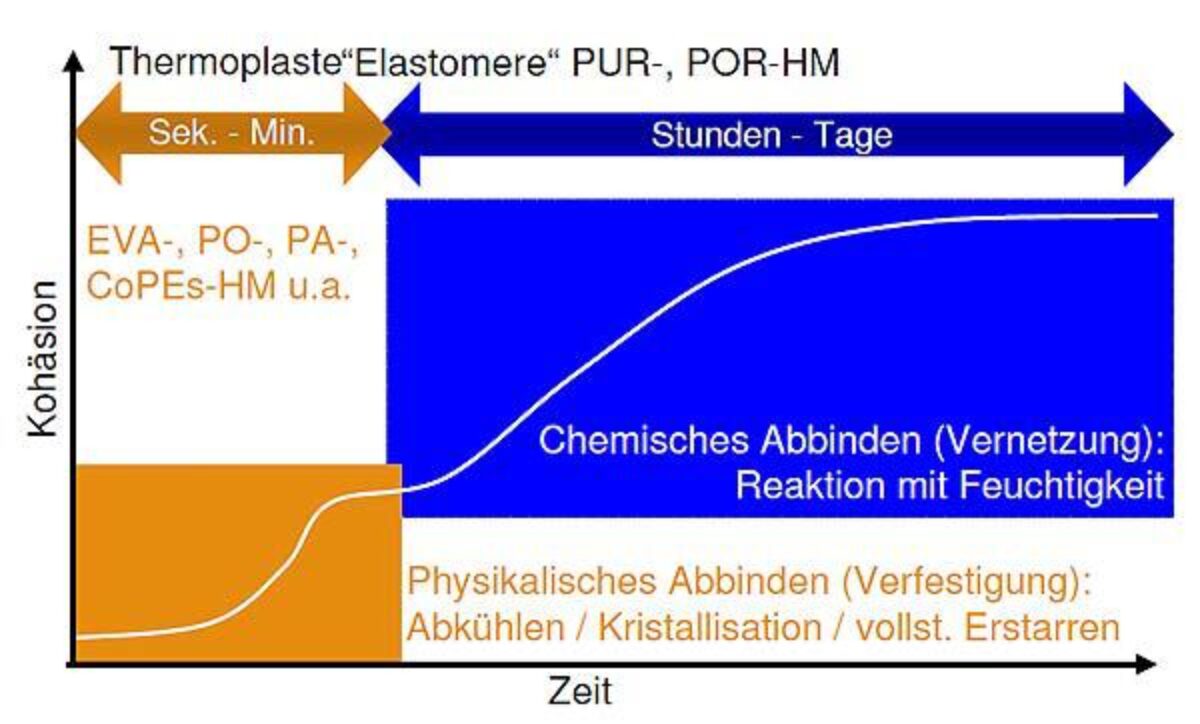
Reaktiver Klebstoff verändert sich chemisch zum Elastomer/Duroplast. Das heisst: er kann nach dem kompletten Abbinden mit Wärme nicht mehr fliessfähig gemacht werden. Ähnlich wie ein 2K Klebstoff ist der Prozess irreversibel, doch kommt die 2. Komponente in Form von Feuchtigkeit meist aus der Umgebungsluft.
Mit meist geringerer Schmelz- und Applikationstemperatur werden grössere Festigkeiten und Einsatztemperaturen erreicht. Eine ideale Kombination und daher weit verbreitet bei Anwendungen im Automobilinnenraum und immer mehr in anderen industriellen Anwendungen. Das Verhalten dieser Kleber ist generell "weniger gutmütig" und etwas schwieriger zu verarbeiten als der nicht-reaktive Kleber. Anlagen müssen hermetisch dicht sein, damit der Klebstoff vor der Applikation möglichst nicht mit der Umgebungsluft, welche immer eine gewisse Restfeuchte aufweist, in Berührung kommt.
Oftmals sind diese Klebstoffe auch empfindlicher gegenüber thermischem oder mechanischem Einfluss. balti zählt hier mit speziell konzipierter Anlagentechnik sowohl zu den Pionieren als auch zu den führenden Herstellern.
►Beutelschmelzanlage ►Fassschmelzanlage ►Kartuschengerät
Meist kautschukartige Dichtstoffe (Butyle) mit einem thermoplastischen Verhalten werden ebenso mit Wärmezufuhr weich und fliessfähig gemacht. Obwohl meistens zähflüssiger als Hotmelt Klebstoff, also höher viskos, wird eine ähnliche Anlagentechnik wie für die Hotmelt Klebstoffe eingesetzt. Die benötigten Kräfte und Drücke sind jedoch oftmals um einiges höher, weshalb die Anlagen entsprechend robuster gebaut sind.
Auch in diesem Umfeld hat balti sehr viel Erfahrung und darf zu den weltweit führenden Firmen gezählt werden. So ist balti unter anderem in der Photovoltaik klar die Nr. 1, wenn es darum geht extrem hochviskose und spezielle Butyle mit variabler und zum Teil hoher Förderleistung präzise auf Glas aufzutragen.
►Beutelschmelzanlage ►Fassschmelzanlage


Zusätzlich zu den traditionellen Anwendungen, Kleb- und Dichtstoffe, gibt es unzählige andere Medien, welche ebenfalls aufgewärmt oder aufgeschmolzen werden müssen für die weitere Verarbeitung. All diese Stoffe können grundsätzlich von balti Anlagen verarbeitet werden. Auch wenn z.T. Anpassungen an die Anlagentechnik gemacht werden müssen. balti ist gerne bereit solche Applikationen zu unterstützen und entsprechende Anlagentechnik bereit zu stellen. So konnten schon viele Anwendungen im Bereich Glasfaserkabelherstellung (Füllung mit Jelly), Schutzwachsüberzüge, Stützverbände usw. mit balti Technologie umgesetzt werden.
Fordern Sie uns mit Ihrer Applikation heraus!

Der Einsatzbereich von Hotmelt wird immer grösser und dieser muss vermehrt ganz spezielle Eigenschaften aufweisen. Z.B. thermisch gut leiten, Volumen füllen, abriebfest sein usw. Dies kann mit der chemischen Zusammensetzung des Kleb- und Dichtstoffes nur begrenzt erreicht werden. Daher werden dem Hotmelt zusätzlich Füllstoffe beigemischt, welche dann einerangepasster Anlagentechnik bedarf. So setzen spezielle Füllstoffe mit ihrer Partikelgrösse und -form sowie vor allem mit ihrer Härte vor allem Pumpen- und Dosierteilen enorm zu und könnten diese in kürzester Zeit verschleissen. balti hat hier über die Jahre eine grosse Vielfalt an Wissen, Techniken und Massnahmen erarbeitet und kann praktisch für alles eine Lösung anbieten. Nicht mal Korund (nur Diamant ist härter) kann uns stoppen.
Wichtig: der Füllstoff muss uns detailliert (Grösse, Form, Härte) bekannt sein!
Besteht Ihr Hotmelt aus zwei oder mehreren Komponenten, welche kurz vor der Applikation gemischt werden müssen? Oder ist der Klebstoff am Produkt sichtbar, stimmt die Farbe nicht und der Klebstoffhersteller kann nicht in der gewünschten Farbe liefern?
Kein Problem! balti hat hierzu die 2K (oder nK) Technik im Griff und hat wohl als erste Firma eine innovative Hotmelt Mischtechnik entwickelt.
Neu: Schäumen von Hotmelt

Der Klebstofftyp, die vom Hersteller angebotene Lieferform, die benötigte Menge sowie Ihr Applikationsumfeld bestimmen die Art und Form des Klebstoffes in fester Form, dessen Verpackung und schlussendlich den Hotmelt Anlagetyp. Meist werden standardisierte Formen und Gebinde verwendet:
- Granulat mit unterschiedlichsten Formen und Oberflächeneigenschaften abgefüllt als Schüttgut in Tüten, Säcken, Boxen, Fässern usw.
- "Kissen" oder ähnliche Formen, z.T. in nicht klebrigen, mitschmelzenden Folien einzelverpackt
- Blöcke und Tafeln (1, 2, 4, 8, 12 kg) in Ein- und Mehrfach-Boxen; z.T. auch in mitschmelzenden Folien verpackt
- Kartuschen aus Alu oder Kunststoff (310 ml; OD=47mm)
- Beutel / Kerzen (ø130, ø150 und ø280 mm bzw. 2, 2.5 und 17-20 kg) oft geschützt in Kartonzylinder, Dose oder Blechfass geliefert
- Fässer 20 Liter (Hobbock) und 200 Liter aus Blech oder Karton, reaktive Hotmelt vielfach zusätzlich mit "In-liner" / Beutel zusätzlich abgedichtet.


Folgende Kenngrössen sind wichtig für die Auslegung einer Hotmelt Anlage. Es ist daher wichtig, möglichst detaillierte Informationen über die Materialien und das Produktionsumfeld zu erfahren:
- Dichte
- Viskosität
- Erweichungsbereich / Erweichungspunkt / Schmelzpunkt
- Offene Zeit
- Abbindezeit
- Schmelzmenge
- Fördermenge
- Dosierleisung / -genauigkeit
- Auftragsart
- Auftragszeit
- Taktzeit